大型齿轮的激光淬火/熔覆
为了解决齿轮的变形,在热处理工艺方法上可以起到一定效果,但效果都不大。如果换一种方法,如:采用激光淬火,变形非常小,圆周椭圆度约1~2丝;齿形就更小,μ级。
如果在常规方法中,遇到问题;如:担心超差,磨齿困难,磨齿成本高等,可以考虑激光淬火的办法。淬火后都不用磨齿,直接安装。
激光处理变形很小,可以免磨削工序0.6级以上的齿轮需要磨削,也主要是表面光洁度的要求而已.
这种方法主要用在:
1技术要求高(大直径,易变形,难磨齿如内齿圈,异形齿轮如无法感应淬火等等);
2性能要求高(表面硬度高,表面残余压应力要求高,齿根层深需要控制)
3心部性能要求较低,而要降低成本,降低生产周期(相对渗碳+磨齿)
4炉子限制,无法硬化的齿轮(超大齿轮2~6米以上)
5火焰等表面淬火硬度不均等的情况
对于硬度要求HRC58~62,可以用中碳合金钢代替,调质+精铣齿+激光淬火就OK.
如果觉得改材料,工艺改动太大,可以采用渗碳(不淬火)+精铣齿+激光淬火.
对比一下,常规方法处理直径为1000mm左右的齿轮渗碳淬火后椭圆最大到1.5mm,端面翘曲最大到1.6mm,齿顶锥度最大到0.8mm.这些都需要在留量上解决."对于这样的情况,激光淬火的变形可以忽略的.比如:椭圆度和翘曲度约小于1.5丝,齿向误差小于5μ.两种方法变形量相差约100倍.
近几年来,激光产业以两位数的速度增长,高于国际激光产业发展的速度,也高于全国工业增长的速度,可见其前景是远大的。
激光淬火齿轮与齿圈,热注入量小,齿轮或者齿圈的热变形小,不降低齿轮的精度,不破坏齿面的表面粗糙度。采用激光熔覆技术可以直接对断齿等情况进行修复。
大型齿轮的激光淬火与修复工艺
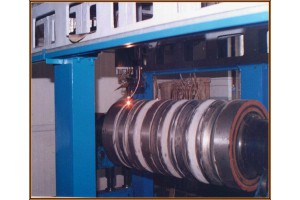
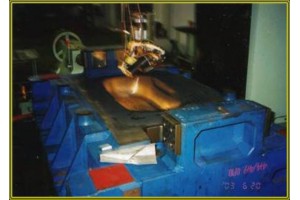
(1)工艺流程:
将大型齿轮装夹到激光加工机床上,清洗齿轮齿面的油污和锈斑;在需要激光加工的齿面及轴颈部分喷涂吸光涂料,再用激光加工程序对齿面(齿顶、齿根等)进行淬火处理。
(2)淬火工艺参数:激光淬火后齿面的硬度范围可以控制在HRC35—45之间;淬硬层深度为0.4- 0.6mm;激光功率3.0- 5kw;淬火扫描速度为10–50 mm/s。根据齿轮齿面、齿根和齿顶对材料表面的不同硬度要求,采用数控系统分段分区改变工艺参数,获得相应的激光淬硬层。激光淬火后不用回火处理,齿面的表面粗糙度基本不变。
(3)激光熔覆工艺指标:激光熔覆的单层厚度根据需要可以在0.2–2.5 mm之间调节。激光熔覆层的硬度可以根据工件的需求在HRC25–60之间调节。对大型钢齿轮而言,在无预热条件下可直接熔覆,熔覆层均匀、连续,无裂纹、气孔等冶金缺陷。
应用案例

人字齿激光热处理
伞形齿激光强化
齿轮箱激光强化/磨损修复
内齿圈齿面激光淬火 直齿轮的激光表面处理 齿轮的表面处理(激光淬火)
斜齿轮激光相变硬化处理 激光相变硬化处理 激光相变硬化处理